9 Tank Phosphating Process for Powder Coating on Metal : A Complete Guide for Powder Coating
The 9-tank phosphating process is a crucial step in preparing surfaces for powder coating. Phosphating is a chemical conversion coating used to provide corrosion protection and improve adhesion for the powder coating. This comprehensive guide will walk you through each tank in the process, highlighting the importance of each step.
What is Phosphating Process for Powder Coating ?
Phosphating is the process of applying a chemical conversion coating to metal surfaces to enhance corrosion resistance and improve paint adhesion. It involves a series of tanks, each with a specific function in preparing the surface for powder coating.
Our 8 Tank Phosphating Process Chemicals which includes Degreasing chemical, Phosphating Chemical etc. are safe and Biodegradable.
Our 8 Tank Process chemicals are ready to use for metal surface pretreatment.In addition, we provide free consultation for setting up the 8 Tank Process plant.This helps you achieve a smooth setup and consistent coating quality.
we provide expert guidance and complete support to ensure a smooth and successful setup of the plant
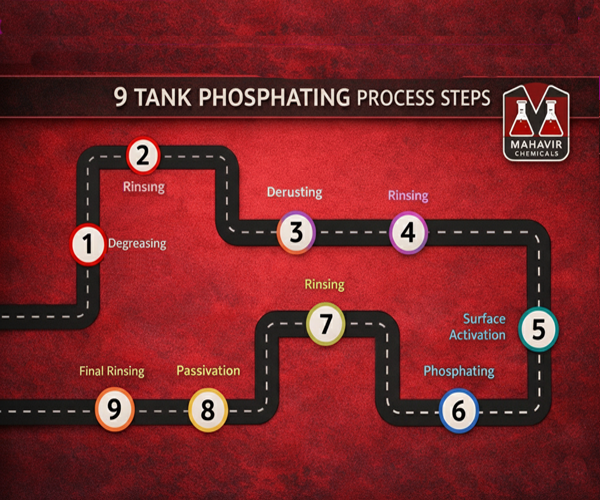
The 9-Tank Phosphating Process Steps for Powder Coating on Metal
The 9-tank phosphating process is a multi-step procedure designed to thoroughly clean, coat, and rinse metal parts to prepare them for powder coating. Each tank in the sequence serves a specific purpose, ensuring optimal surface preparation and coating adhesion..Following are the steps of 9-Tank Process for Powder Coating on Metal Surface.
- Degreasing
- Rinsing
- Derusting
- Rinsing
- Surface Activation
- Phosphating
- Rinsing
- Passivation
- Final Rinsing
1)Degreasing in 9 Tank Process : .
Purpose: Remove oils, grease, and dirt from the metal surface.
Chemical Required: Alkaline cleaner from Mahavir Chemicals.
Temperature: Room temperature/60-70°C.
Duration: 10-15 minutes.
Quantity: 5% concentration of alkaline cleaner in water.
Mahavir Chemicals’ alkaline cleaner is formulated to effectively break down contaminants, ensuring a pristine surface for the subsequent steps.
2)Rinsing in 9 Tank Process : .
Purpose: Wash off the degreasing chemicals.
Chemical Required: Clean water.
Temperature: Room temperature.
Duration: 2-3 minutes.
Quantity: Freshwater.
3)Derusting in 9 Tank Process : .
Purpose: Remove rust and scale from the metal.
Chemical Required: Mineral acid based Derusting chemical.
Temperature: Room temperature
Duration: 10-15 minutes.
Quantity: 10-25% derusting solution in water.
Mahavir Chemicals provides high-purity acids that effectively clean the metal without causing damage, ensuring an ideal surface for coating.
4)Rinsing : .
Purpose: Wash off the pickling acid.
Chemical Required: Clean water.
Temperature: Room temperature.
Duration: 2-3 minutes.
Quantity: Freshwater.
5)Surface Activation in 9 Tank Process : .
Purpose: Prepare the metal surface for phosphating.
Chemical Required: Titanium phosphate from Mahavir Chemicals.
Temperature: Room temperature
Duration: 1-3 minutes.
Quantity: 0.2-0.3% concentration of titanium phosphate in water.
The activation solution from Mahavir Chemicals ensures a uniform and receptive surface for the phosphating process.
6) Phosphating in 9 Tank Process : .
Purpose: Create a phosphate layer on the metal for better coating adhesion.
Chemical Required: Zinc phosphate from Mahavir Chemicals.
Temperature: Room Temperature/40-50 degrees
Duration: 10-20minutes.
Quantity: 5% concentration of zinc phosphating solution in water.+0.1% accelerator
Mahavir Chemicals’ zinc phosphate delivers a robust and adherent layer, crucial for the durability of the powder coating.
7) Rinsing : .
Purpose: Remove excess phosphate solution.
Chemical Required: Clean water.
Temperature: Room temperature.
Duration: 2-3 minutes.
Quantity: Freshwater.
8)Passivation in 9 Tank Process : .
Purpose: Enhance corrosion resistance.
Chemical Required: Chromic acid or trivalent chromium from Mahavir Chemicals.
Temperature: Room temperature
Duration: 1-2 minutes.
Quantity: 0.1% concentration of passivation solution in water.
The passivation solutions provided by Mahavir Chemicals offer superior corrosion protection, extending the life of the coated metal.
9) Final Rinsing : .
Purpose: Ensure no residues remain.
Chemical Required: Deionized water.
Temperature: Room temperature.
Duration: 2-3 minutes.
Quantity: Deionized water.
- Enhanced Corrosion Resistance: The phosphate coating significantly improves the metal’s resistance to corrosion.
- Improved Adhesion: Ensures better adhesion of the powder coating, leading to a more durable finish.
- Consistent Quality: Each step is meticulously designed to ensure uniform treatment of all parts.